Product series
Contact us
Phone: +86-5065741650
Manager Wang
Email: 15065709046@163.com
Address: No. 10, District 1, 300 Changjiang Road, Yantai Economic and Technological Development Zone

VOC cryogenic recovery equipment
A technology-based enterprise focusing on industrial gas separation and purification with gas separation membrane as the core technology
- Commodity name: VOC cryogenic recovery equipment
Product details
Industry Pain Points and Solutions
Frosting and Shutdown Issues Due to High-Humidity Waste Gas
High-humidity waste gas is prone to frosting at low temperatures, blocking heat exchangers, leading to equipment shutdown and production losses of up to 15%.
Traditional equipment lacks effective preventive measures, and companies often miss production peaks due to equipment downtime.
Challenges in Capturing Low-Boiling-Point VOCs
Traditional cryogenic equipment struggles to effectively capture low-boiling-point VOCs such as ethylene, resulting in exceeding emission standards and facing environmental penalties.
A chemical company was fined for exceeding emission standards of low-boiling-point VOCs, impacting its reputation.
High Electricity Costs of Traditional Cryogenic Equipment
Traditional cryogenic equipment has high pre-cooling energy consumption, consuming 120 kW per hour and resulting in annual electricity costs of up to one million, making costs uncontrollable.
For a certain company, due to excessively high electricity costs, equipment operating costs account for 30% of the total cost, severely squeezing profits.
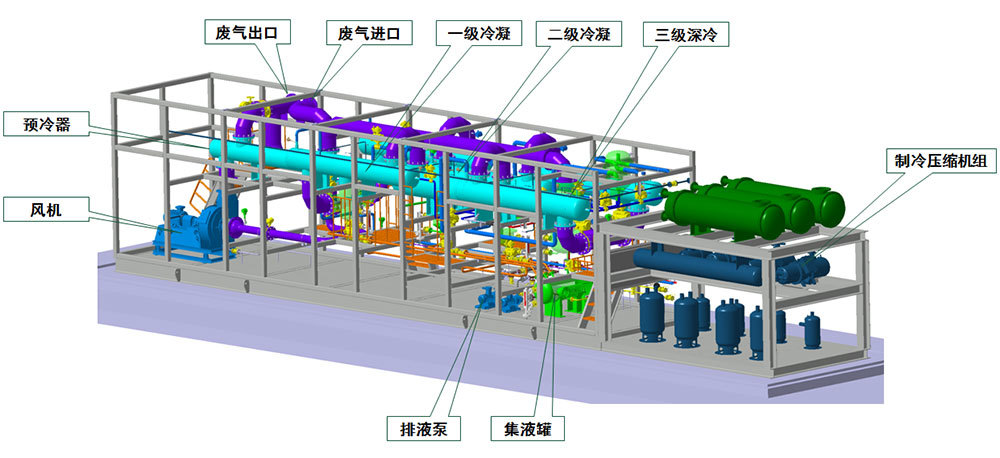
3D Design Drawing of VOCs Cryogenic Recovery Equipment
Process Design of VOCs Cryogenic Recovery Equipment
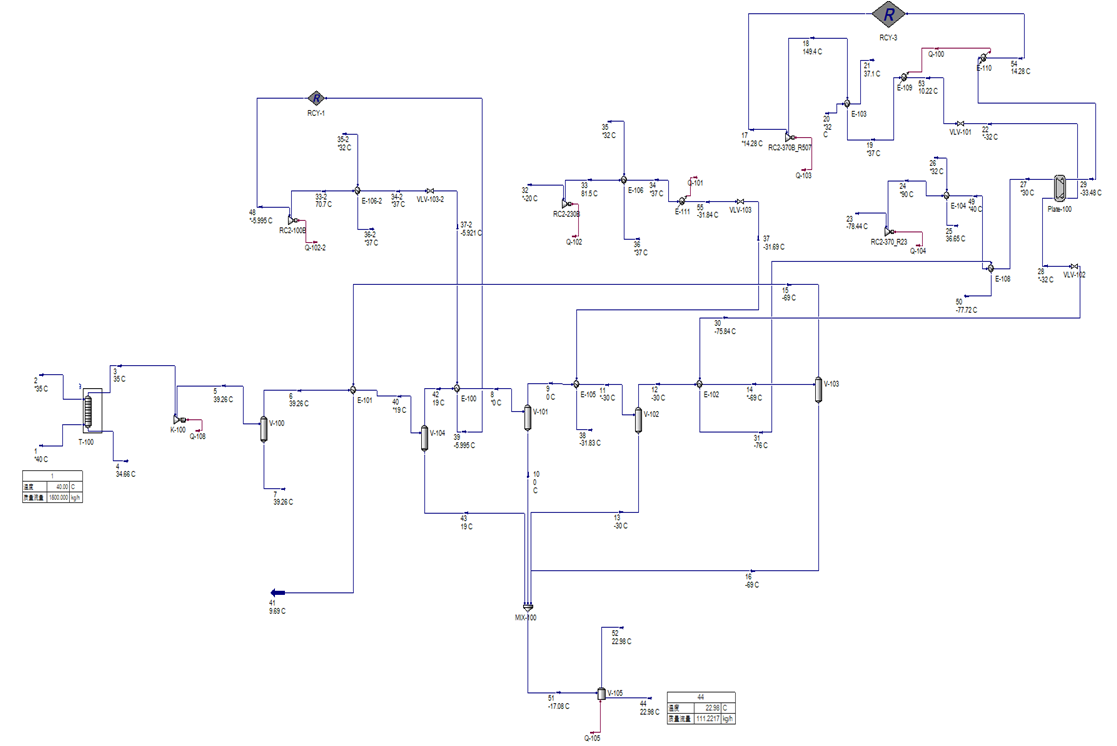
ASPEN Process Simulation
Process Flow:
Waste Heat Pre-cooling (Zero Energy Consumption)
Principle: Utilizing the -70℃ ultra-low temperature waste gas generated by the equipment itself, through a shell-and-tube heat exchanger with high-temperature original waste gas (40℃) for counter-current heat exchange.
Effect: The original waste gas temperature is reduced from 40℃ to 10-20℃, without any external energy input throughout the process, achieving 100% energy saving.
Three-Stage Cascade Refrigeration
First Stage (0℃): Preliminary condensation of high-boiling-point VOCs (such as benzene, toluene), without defrosting design, reducing subsequent load;
Second Stage (-30℃): Medium and low-temperature condensation of medium-boiling-point components (such as ethyl acetate), integrated with automatic defrosting function;
Third Stage (-70℃): Ultra-low temperature deep capture of low-boiling-point VOCs (such as ethylene, chloromethane), with efficient refrigerant (R23) circulation.
Dual-Channel Intelligent Switching
Operating Mode: A/B channels operate independently. When frosting is detected, or according to the time sequence, the channels are switched to ensure 24-hour continuous processing.
Condensation and Recovery
Liquid VOCs are automatically recovered through a collection tank, with a purity >99%, and can be directly reused in production; uncondensed gases enter the next stage.
Emission Compliance
After deep cooling, the tail gas is sent to the adsorption system for safe and compliant emission.
Cold Energy Self-Circulation System
Principle of Zero-Energy Consumption Pre-cooling Technology
★ Waste Cold Recovery After Three-Stage Refrigeration
The -70℃ waste gas after three-stage refrigeration enters a high-efficiency heat exchanger, utilizing the waste cold to pre-cool the original 40℃ waste gas, achieving cold energy recycling. Through waste cold recovery, pre-cooling energy consumption is reduced to 0kW.
★ High-Efficiency Energy Saving Through Counter-Current Heat Exchange
The original 40℃ waste gas and -70℃ waste gas use a new type of high-efficiency heat exchanger for counter-current heat exchange, pre-cooling to 10-20℃, without external energy input, significantly improving energy saving.
The counter-current heat exchange efficiency is 30% higher than traditional co-current heat exchange, and the pressure vessel manufacturing standard makes the equipment operation more stable and extends its service life.
★ Pre-cooling Energy Consumption Comparison
Traditional pre-cooling methods have high annual electricity consumption; this equipment has zero pre-cooling energy consumption.
Based on a processing capacity of 5000m³ and 300 days of annual operation, traditional equipment consumes 360,000 kWh, with electricity costs of approximately 300,000 yuan, while this equipment requires no electricity costs.
Dual-Channel Continuous Operation Guarantee
Dual-Channel Intelligent Switching System
A/B Channel Independent Operation Logic ▶
A/B channels operate independently without affecting each other. When one channel is operating, the other channel is on standby, ensuring continuous operation of the equipment.
During equipment operation, channel A processes waste gas, and channel B is on standby. Once channel A encounters a problem, channel B immediately switches over seamlessly.
Automatic Switching Logic ▶
After a frosting warning in channel A, the system automatically switches to channel B within 5 seconds, with a smooth switching process that does not affect production.
Customer Value and Cost Savings ▶
Production loss is reduced to <1%, compared to 15% for traditional equipment; maintenance labor costs are reduced by 40%, reducing the burden on enterprise operations.
After using this equipment, a certain company recovered over 2.6 million yuan annually, demonstrating significant economic benefits.
Economic Benefits

Investment Return Model Analysis
Taking a processing capacity of 2000m³/h as an example, the equipment investment is 3.5 million yuan, and the solvent recovery value is 2.6 million yuan.
The payback period is only 1.35 years, with a return on investment of 74%, and considerable long-term returns.

Long-Term Revenue Generation and Sustainable Development
The equipment operates stably, with high solvent recovery value, generating long-term revenue for the enterprise;
It complies with environmental protection policies, helping enterprises achieve sustainable development.
Industry Benchmark Case

A chemical company with a processing capacity of 2000m³/h and a solvent recovery of 2.4m³/day.
Keywords:
VOC cryogenic recovery equipment





Contact us
No. 10, District 1, 300 Changjiang Road, Yantai Economic and Technological Development Zone





Leave a message
*Note: Please fill in the information accurately and keep the communication open. We will contact you as soon as possible.
SAF Coolest v1.2 设置面板 GAGSE-ZGYF-JSAZE-ZSE
无数据提示
Sorry, there is currently no content in this section!
You can view other sections or return to theHomepage