Product series
Contact us
Phone: +86-5065741650
Manager Wang
Email: 15065709046@163.com
Address: No. 10, District 1, 300 Changjiang Road, Yantai Economic and Technological Development Zone

Oxygen enrichment/purification
A technology-based enterprise focusing on industrial gas separation and purification with gas separation membrane as the core technology
- Commodity name: Oxygen enrichment/purification
Product details
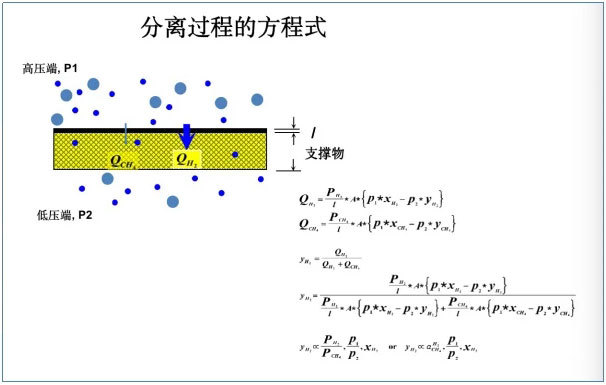
Working principle of gas separation membrane
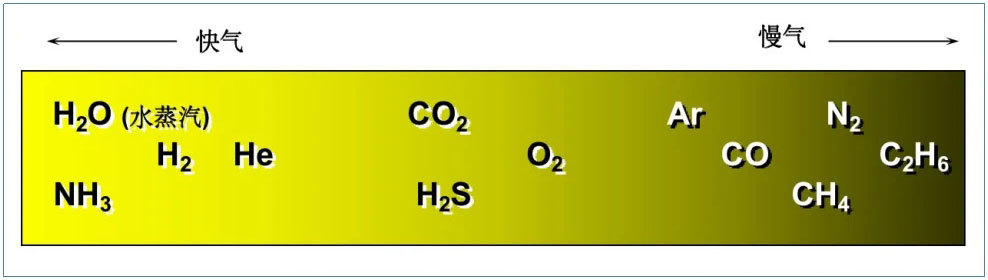
The working principle of membrane separation system is to use a polymer membrane (usually polyimide) to selectively "filter" the feed gas to achieve separation. When two or more gas mixtures pass through the polymer membrane, the difference in the solubility and diffusion coefficients of each gas component in the polymer leads to different permeation rates through the membrane wall. Thus, the gas can be divided into "fast gas" (such as 2 O, H 2 , He, etc.) and "slow gas" (such as N 2 , CH 4 and other hydrocarbons). Under the action of the driving force - the partial pressure difference of the corresponding components on both sides of the membrane, the gas with a relatively high permeation rate will preferentially permeate through the membrane wall and be enriched on the low-pressure permeation side, while the gas with a relatively low permeation rate will be enriched on the high-pressure retention side.
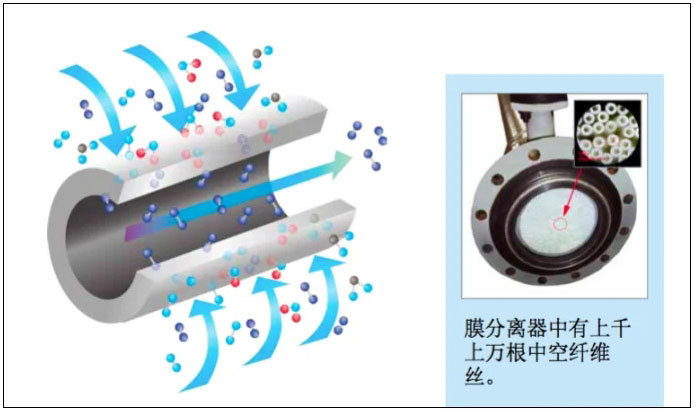
A typical membrane separator contains tens of thousands of fibers, sealed at both ends with epoxy resin. The ends of the fiber bundle are cut to expose the fiber pores at both ends to allow gas to move from one end to the other. The fiber bundle is enclosed in a suitable housing. This housing protects the fibers and guides the gas flow correctly.
Gas molecules permeate through the thin walls of the membrane fibers driven by different partial pressures. Factors affecting the permeability include solubility, diffusion rate, gas-polymer coordination, and the permeation rate of different gas components. The greater the difference in permeation rate, the better the separation efficiency.
Application of membrane separation system in petrochemical industry
In petrochemical plants, membrane systems can achieve optimal results in recovering hydrogen and adjusting syngas composition. High-pressure petrochemical gas is introduced into the membrane separator, and the membrane system is used to selectively permeate and purify valuable hydrogen or separate usable inert by-products through non-permeation.
Membrane system applications in petrochemical processes include: hydrogen recovery from methanol plant purge gas, syngas ratio adjustment, CO purification, purge gas from hydrogenation processes, and hydrogen recovery from PSA desorption gas.
Hydrogenation process purge gas
The hydrogen recovered by the membrane system can be used in hydrogenation processes and other applications. The membrane system is designed to increase the hydrogen purity from 60-70 mol% to 85-95 mol%, with a recovery rate exceeding 90%. If the purity requirement is fluctuating, the membrane system can adapt to a wide range of instantaneous flow rate changes to stabilize the fluctuations of other hydrogen recovery systems while ensuring a high recovery rate.
Recovery of H2 from PSA desorption gas
By compressing the PSA desorption gas, the separator can recover more than 90% of the hydrogen and concentrate the remaining tail gas.
CO collection (purification of CO from raw gas containing hydrogen)
In this application, the membrane system can produce 85% pure CO in a single stage. If higher purity CO is required, a two-stage system and a reciprocating compressor will improve the effect, increasing the CO product purity to 95% or higher. The membrane separator can remove water like hydrogen, so the CO gas can be used without drying.
Description of gas separation membrane performance
The core technology of all types of membranes used for gas separation is the modified polymer material with different components added. The principle of gas separation is the same. The performance of the membrane depends on the membrane material formula and production process of each manufacturer. Therefore, different membranes have different separation efficiencies, different pressure resistance, and different service life.
Generally, the performance of the membrane can be described by gas production, recovery rate, and membrane life:
1) Gas production: the amount of product gas that a single membrane can produce;
2) Recovery rate: the percentage of the ratio of the yield of the target product gas to the content of the same component in the raw gas. A high recovery rate indicates that less raw gas is needed to obtain the same amount of product gas, making the operation more economical;
3) Membrane life: The durability of the membrane is related to many factors, including the membrane material itself, the rationality of the separation system design, and operation and maintenance.
The performance of the membrane is also related to many factors such as the purity of the product gas produced, the operating temperature, and the operating pressure. For air separation membranes for nitrogen production, the nitrogen recovery rate decreases with increasing operating temperature and slightly increases with increasing operating pressure, while the membrane production increases with increasing temperature and pressure. Therefore, the membrane must operate at a certain temperature and pressure to achieve optimal operating results.
Gas separation membrane structure - hollow fiber membrane
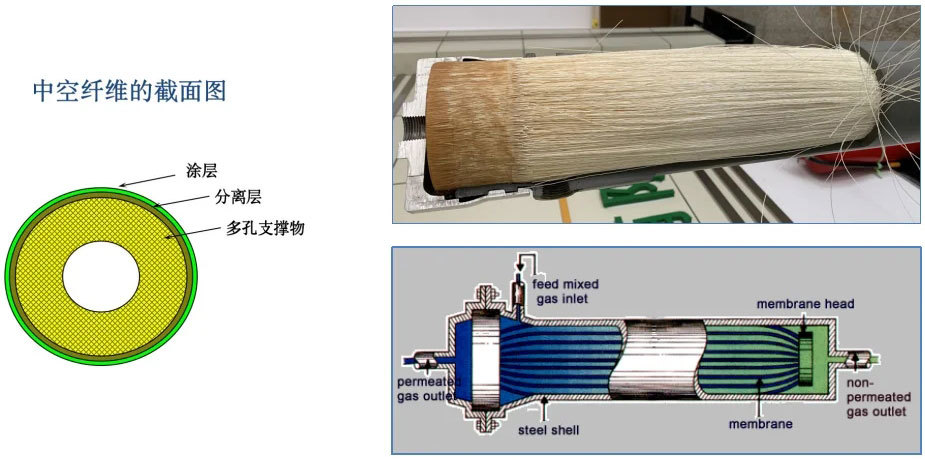
The core component of the membrane separation system is a membrane separator similar to a shell and tube heat exchanger, in which tens of thousands of thin hollow fiber filaments are cast into a tube bundle and placed in a pressure-bearing shell. After the mixed gas enters the separator, it flows axially along one side of the fiber. The "fast gas" continuously permeates through the membrane wall and is enriched on the other side of the fiber, discharged through the permeate outlet, while the retained gas is discharged from the other end opposite to the gas inlet through the non-permeate outlet.
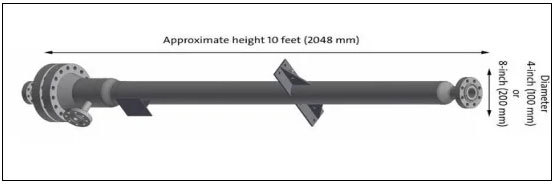
Gas separation membrane structure - membrane separator design and layout
● Each membrane bundle is easy to install into the pressure vessel
● Unidirectional and durable, different pressure sealing design
● Axial filling of membrane filaments (instead of tightly wound configuration)
● Pressure vessels comply with: American standards, European standards, Russian standards, national standards, etc.
Membrane separator arrangement: series and parallel
● Series arrangement facilitates increase or decrease of capacity and protection of downstream separators
● Parallel configuration can be used for large flow rates to reduce the linear velocity inside the membrane separator

Gas separation membrane physical object

1. External pressure type: Process gas treatment membrane ---- PO and P2, P3 membranes, more than 30 specifications from 2 to 8 inches.
Natural gas processing membrane - material is the same as P2, with dozens of specifications from 1 to 8 inches.
2. Internal pressure type: Air separation oxygen-enriched nitrogen membrane - P1, N1, 2, 3 and P3 membranes, with various specifications from 1 to 8 inches.
Gas separation membrane system characteristics
Flexible: When unexpected changes occur in the plan or process, the membrane system offers operational flexibility. To meet increased production, more membrane separators can be added. If production needs to be reduced, closing the control valves of the separators can maintain the system's recovery rate and purity. Multi-mode integration can obtain different purity and flow rate from the permeate side.
Compact: Suitable for small or crowded factories with minimal on-site installation time, cost, and potential construction errors. Short on-site preparation time, only simple concrete support platforms and utilities are required. The membrane system is skid-mounted for easy movement.
Effective and economical: In most applications, membrane systems have high recovery rates, with efficiencies of 80-95% for hydrogen and hydrocarbons. The operating pressure of the membrane system is basically the same as the pressure during refining, and no additional compression energy is needed for the separation process. It consumes very little steam (for temperature control), instrument gas, and purge nitrogen. This system is simple to start and stop, and the product gas does not require cooling and pretreatment.
Low maintenance: The membrane separator group has no moving parts to monitor, maintain, or replace. It is maintenance-free under proper design, installation, and operating conditions. However, attention should be paid to various process conditions during operation and some tolerable pollutants, such as liquid water, ammonia, hydrogen sulfide, hydrocarbons, and aromatics.
Long lifespan: Sound design and structure ensure a long lifespan in industrial applications.
Advantages
|
Basic performance |
Cryogenic method |
Pressure swing adsorption method |
Membrane separation method |
|
|
Principle |
Separation medium |
|
Carbon molecular sieve |
Hollow fiber membrane |
|
Separation principle |
Liquefy air and separate it according to the different boiling points of oxygen and nitrogen. |
Pressure adsorption, pressure reduction desorption |
Pressure permeation (different permeabilities) |
|
|
Energy consumption |
Energy-consuming components |
Compressors, expanders, pressure pumps, heating equipment |
Air compressor |
Air compressor |
|
Power consumption KWh/Nm3 |
>0.62 |
0.4-0.6 (average) |
0.4-0.6 (average) |
|
|
Cost Yuan/Nm3 |
>0.6 |
0.3 |
0.2-0.3 |
|
|
Equipment Performance |
Nitrogen production Nm3/h |
>500 |
<1000 |
10-5000 |
|
Nitrogen purity % |
99-99.999 (stable) |
98-99.9 (fluctuation) |
95-99.9 (stable) |
|
|
Nitrogen pressure MPa |
|
0.6 (fluctuation) |
0.6-1.8 |
|
|
Dew point ℃ |
-60--70 |
-40 |
-60- -70 |
|
|
Start-up time |
20 hours |
30 minutes |
Within 10 minutes |
|
|
Maintenance |
Many moving parts, large maintenance workload, requires regular overhaul. |
Valve replacement is easy to wear, frequent actions, there is maintenance workload and failure rate. |
No moving parts, very little maintenance. |
|
|
Separation medium lifespan |
|
Domestic 5 years, imported 10 years. |
Hollow fiber 10 years or more. |
|
|
Equipment Parameters |
Process flow |
Complex |
General |
Simple |
|
Equipment status |
Fixed only |
Fixed only |
Fixed, mobile, indoor and outdoor. |
|
|
Plant area |
Maximum |
Smaller |
Small |
|
|
Cooling water |
A lot |
None |
None |
|
|
Height |
Local 12 meters |
4-10 meters |
4 meters |
|
|
Capacitance |
Maximum |
Smaller |
Minimum |
|
|
Dimensions |
Maximum volume |
Smaller volume |
Minimum volume |
|
|
Capacity expansion |
Difficult capacity expansion |
Difficult capacity expansion |
Parallel assembly of separation membranes, easy capacity expansion. |
|
|
Random start/stop |
Cannot |
General |
Very easy |
|
|
Initial investment |
High |
Low |
Lower |
|
|
Operators |
Requires specialized personnel |
Does not require specialized personnel |
Does not require specialized personnel |
|
|
Special requirements |
Requires specialized personnel for installation, high installation cost |
None |
None |
|
|
Operating costs |
Higher |
General |
Lower |
|
Applicable industries and scenarios for gas separation membranes
▶ Hydrogen separation and recovery from synthesis ammonia purge gas
▶ Hydrogen separation and recovery from refinery gas
▶ Hydrogen purification from reformed gas
▶ H 2 /CO ratio adjustment and CO purification
▶ Hydrogen recovery from methanol tail gas
▶ Natural gas dehydration and acid gas removal (including carbon dioxide and hydrogen sulfide)
▶ Ammonia purification and purification in LNG flash vapor
▶ Helium purification and purification in coal seam gas
▶ Helium purification and purification in various raw gases
Oxygen purification/enrichment membrane engineering
Oxygen-enriched gas is widely used in industrial kilns/boiler combustion to improve energy efficiency, industrial fermentation and oxidation to increase the speed of oxidation reactions and product yield, high-density aquaculture, and medical care. In high-altitude and oxygen-deficient areas, it is used to improve people's living standards and increase industrial and agricultural production efficiency. It can effectively improve production efficiency by nearly 50% in high-altitude mining at altitudes of 5000 meters. The oxygen enrichment membrane system used in the service and passenger cars of the world-renowned Qinghai-Tibet Railway successfully solved the world problem of hypoxia in passenger cars entering Tibet.
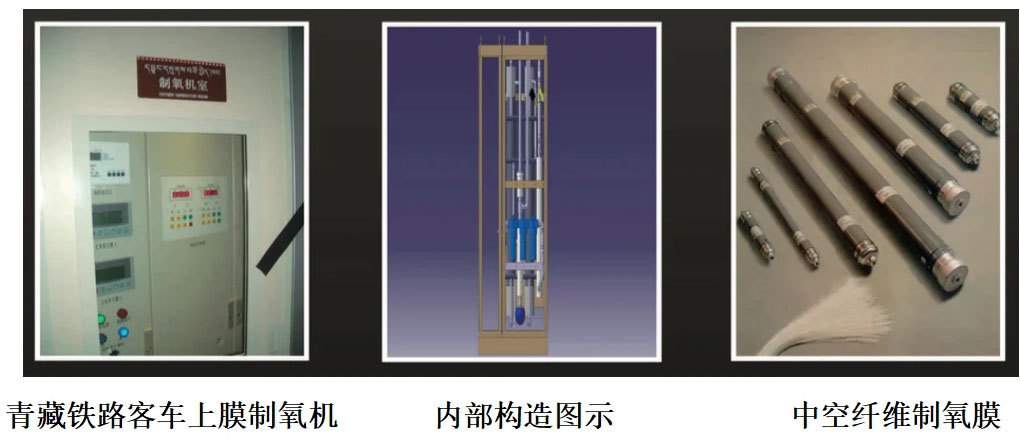
The oxygen purification/enrichment membrane system has a simple process, compact and reasonable internal structure, small footprint, light weight, short start-up time, less maintenance and convenient maintenance, and can adapt to various harsh environments such as strong wind and sand, high altitude, minus 40 degrees, and high temperature.
Keywords:
Oxygen enrichment/purification





Contact us
No. 10, District 1, 300 Changjiang Road, Yantai Economic and Technological Development Zone





Leave a message
*Note: Please fill in the information accurately and keep the communication open. We will contact you as soon as possible.
SAF Coolest v1.2 设置面板 GAGSE-ZGYF-JSAZE-ZSE
无数据提示
Sorry, there is currently no content in this section!
You can view other sections or return to theHomepage